Классификация производственных процессов
Содержание:
- Чем реинжиниринг бизнес-процессов отличается от оптимизации
- Типы производства
- Платные и бесплатные программы для создания модели бизнес-процесса
- Приостановление судебного процесса
- ЕСТПП
- Производственная структура предприятия. Пример (ремонтное предприятие)
- Мартеновский способ
- Изготовление ириса
- Поточные производственные системы
- Похожие термины:
- Сущность, классификация, структура, значение машин и автоматизации производства
- Пример производственного плана для бизнес-плана по открытию магазина одежды
- Продажа и получение прибыли
- Ключевые требования к эффективной производственной структуре
- Вспомогательные бизнес-процессы
- Резка стекла
- Соглашение
- Выводы
Чем реинжиниринг бизнес-процессов отличается от оптимизации
Реинжиниринг означает кардинальный пересмотр и преобразование всех протекающих бизнес-процессов с целью получения большего дохода и преимуществ перед конкурентами.

CRM-система для малого бизнеса
Создаем и упорядочиваем клиентскую базу
Подробнее
Реинжиниринг бизнес-процесса становится необходимым, если в компании намечается полное реформирование, упрощение всех существующих процессов, принятие новых стандартов. Оптимизация подразумевает изменение буквально в паре бизнес-процессов, в одной-двух сферах. К примеру, нужно пересмотреть схему доставки, или сократить слишком объемный документооборот. Бывает, что работа над одной проблемой вскрывает и целый ряд нерешенных других. И тогда реинжиниринг становится необходим.
Реинжиниринг бизнес-процессов дает следующие результаты:
- Эффективность работы предприятия растет за счет четкой постановки задач и выявления уже непригодных, малоэффективных бизнес-процессов.
- Уменьшаются затраты. Это достигается благодаря оптимизации производства, а не за счет снижения объемов работ или увольнений.
- Каждый член коллектива максимально вовлекается в процесс производства.
- Сокращаются сроки реализации бизнес-процессов.
- Бизнес в целом растет, улучшается и укрепляет свои позиции на рынке. Все эти изменения возможны лишь при полной перестройке работы компании, небольшие изменение локального характера глобальных результатов не дадут.
Типы производства
Длительность производственного цикла во многом зависит от порядка движения предметов труда в ходе их обработки и типа производства.
Порядок движения изделий и компонентов в производственном процессе соответствует объемам и периодичности выпуска продукции. По этим же признакам определяется тип производства.
В настоящее время принято различать следующие типы производства:
- массовое
- серийное
- единичное
- смешанное.
В свою очередь серийное производство делится на:
- мелкосерийное
- среднесерийное
- крупносерийное.
Массовое и крупносерийное производство продукции позволяет организовать непрерывное синхронное движение изделий в процессе их обработки. При такой организации все компоненты, из которых собирается готовая продукция, передвигаются непрерывно от первой технологической операции до последней. Собранные по ходу движения в узлы и агрегаты отдельные детали продвигаются дальше в собранном виде, пока не образуют готовую продукцию. Подобный метод организации производства называется поточным.
Поточный метод организации производства основан на ритмичной повторяемости согласованных во времени основных и вспомогательных производственных операций, которые выполняются на специализированных местах, расположенных по ходу технологического процесса. В условиях поточного производства достигается пропорциональность, непрерывность и ритмичность хода производства.
Поточная линия
Основное звено поточного производства — поточная линия. Под поточной линией понимается совмещение некоторого количества рабочих мест, расположенных по ходу технологического процесса и предназначенных для поочередного выполнения закрепленных за ними операций. Поточные линии подразделяются на непрерывные, прерывные и линии со свободным ритмом.
Непрерывная поточная линия — это конвейер, на котором изделие проходит обработку (или сборку) по всем операциям непрерывно, без межоперационного прослеживания. Движение изделий на конвейере происходит параллельно и синхронно.
Прерывной поточной линией называется линия, на которой движение изделий по операциям строго не регламентируется. Оно происходит с перерывами. Для таких линий характерны обособленность технологических операций, значительные отклонения продолжительности различных операций от среднего такта. Синхронизация потока достигается различными способами, в том числе за счет межоперационных заделов (запасов).
Поточными линиями со свободным ритмом называются линии, на которых передача отдельных деталей или изделий (их партий) может осуществляться с некоторыми отклонениями от расчетного (установленного) ритма работы. При этом для компенсации этих отклонений и в целях обеспечения бесперебойной работы на рабочих местах создается межоперационный запас изделий (задел).
Платные и бесплатные программы для создания модели бизнес-процесса
1. Программа Bizagi Process Modeler
Инструмент, за который не нужно платить. Отлично подходит для использования в небольших фирмах. С его помощью выстраиваются диаграммы с отражением распределения приоритетов. Функциональные возможности достаточно обширны. Можно запускать проверку созданной схемы, менять атрибутику составляющих частей, вставлять собственные блоки, запускать на печать. Сопутствующая документация генерируется на автомате. Есть русскоязычный вариант программы и возможность одновременного участия нескольких пользователей в создании схемы бизнес-процессов.
2. Программа Visual Paradigm
Это платный инструмент. Тут можно выстроить сразу общую карту всех бизнес-схем предприятия, где составляющие ее части будут взаимосвязаны между собой. Доступно тестирование, формирование описаний для заданных блоков. Можно запрограммировать бизнес-правила для поведения каждого объекта схемы.

Работа с клиентами в CRM
Автоматизируя коммуникацию с клиентами повышаем продажи
Подробнее
3. ELMA BPM
Платный софт. Работу созданной с его помощью схемы можно отслеживать в реальном времени. Есть возможность распределения задач по выполнению отдельных бизнес-процессов между сотрудниками предприятия. Доступна работа с документацией, внедрение 1С.
4. Fox Manager
Программа для создания карты бизнес-процессов с возможностью составления планов. Позволяет осуществлять контроль выполнения намеченных задач (какая часть сделана и насколько качественно), оценивать, эффективность отдельных задачи и в целом процесса работы (который тоже можно заранее смоделировать).
5. ARIS Express
Бесплатный софт, с помощью которого можно строить и модели, и карты. Доступно использование инструмента Smart Design, когда вы заполняете таблицу нужными данными, а программа на автомате выдает готовую схему. Есть минус – созданные отдельные модели нельзя объединить в одну общую схему.
6. Business Studio
Продукт российских разработчиков, созданный в 2004 году. Дает возможность осуществлять контроль выполнения задач, взаимодействует с другими сервисами. На автомате генерирует сопутствующую документацию.
Приостановление судебного процесса
Это своеобразный перерыв, при совершении действий исполнительного характера. Рассмотрение дела может откладываться на неопределенный срок до выяснения обстоятельств, которые имеют решающее значение. И также могут повлиять на исход дела. В основном перерыв осуществляется по решению судебного органа.
Весьма распространенным основанием для приостановления этой стадии производства различными организациями, является недостаток денежных средств. Но суд, как правило, такое основание отклоняет и производство не приостанавливает.
Судебный орган приостанавливает решение спорного вопроса, когда:
- предъявляется иск, освобождающий от ареста;
- происходит опровержение оценки имущества;
- оспаривается постановление пристава.
ЕСТПП
В структуре стандартов технологической подготовки производства стоит отметить межгосударственные стандарты ТПП, такие как:
- СРПП — система разработки и постановки продукции на производство.
- ЕСКД — единая система конструкторской документации.
- ЕСТД — единая система технологической документации.
- САПР — система автоматизированного проектирования.
Особое место среди этих стандартов ТПП отведено стандартизации технической документации.
Управление технологической подготовкой производства происходит как раз путем следования разработанным, обобщенным единым стандартам и правилам, а также другим нормативным документам.
Эффективной стандартизации добиваются следующими методами:
- Сокращения и отказа от затрат по переоформлению документов в процессе их передачи на другие организации и предприятия.
- Приведение текстовых и графических документов к более простым формам, соответствующее этой процедуре сокращение издержек на их подготовку и применение.
- Введение унифицированных документов и документооборота, расширение их использования в процессе конструирования, разработки новых технологических решений, подготовки и внедрения оборудования, инструментов, технической оснащения.
- Современных методов учета вычислительной техники, которая применяется при изготовлении и обработке всего потока документов организации.
- Работой над повышением качества разработок по технической документации.

Единая система технологической подготовки производства (ЕСТПП) — это система организации и управления процессом ТПП, определенная государственными стандартами, которая предусматривает использование современных технологий, технологического оснащения необходимым оборудованием, средствами механизации и автоматизации процессов производства, управленческих и инженерно-технических процессов.
ЕСТПП — это общепринятый системообразующий подход для предприятий к определению методов и средств ТПП, их применению, а также к освоению технологий выпуска готовой продукции за минимальные сроки, при небольших материальных и трудовых издержках на каждой стадии, включая тестовые образцы. Это приводит к созданию гибкого производства, которое позволит непрерывно совершенствовать технические процессы или быстро переналадить их под выпуск новых видов изделий.
Комплекс единой системы технологической подготовки производства подразделяется на 5 составляющих:
- Группа 1 (подготовительная): общие стандарты, термины, основные требования, порядок оценки ТПП.
- Группа 2: стандарты предприятия — включают в себя правила предприятия и правила по управлению ТПП, стадии разработки документации, формирования организационных структур по предприятию, автоматизации, правила организации хозяйственной и организационной деятельности предприятия.
- Группа 3: стандарты по продукции — определяют технологичность произведенного изделия в целом, по видам выпускаемой продукции, этапам разработки, показатели технологичности производства и порядок выбора этих показателей, порядок внедрения контроля конструкторской документации.
- Группа 4: стандарты производственных процессов — порядок выработки и имплементации технологий производства, средств оснащения производства технологиями, выбор и внедрение оборудования, средств контроля, процессов механизации и автоматизации производства.
- Группа 5: стандарты по механизации и автоматизации — правила использования технических средств и механизации/ автоматизации проводимых работ, решению вновь возникающих задач, по информационному, математическому и техническому оснащению, определению объектов и очереди внедрения автоматизации и решения поставленных задач.
Производственная структура предприятия. Пример (ремонтное предприятие)
Структура любого ремонтного предприятия включает стандартные виды подразделений, которые описаны выше. К ним относят:
- Основные – разборочно-моечные, ремонтные, сборочные. Например: разборочный цех, где есть участок приемки, мойки, разборки. На малых безцеховых предприятиях – участок по ремонту машинного оборудования с отделением по ремонту НКО, насосов и компрессоров.
- Вспомогательные – включающие инструментальный, гальванический и др. хозяйства.
- Обслуживающие – подразумевают подъемно-транспортное, материально-складское обслуживание, наличие участков комплектования, технологической подгонки.
Доминирующее значение при создании структуры любого предприятия имеет организация должного уровня обслуживания основного производства.
Мартеновский способ
Суть данной технологии заключается в переработке чугуна и другого металлолома при применении отражательной печи. Производство различной стали в мартеновских печах можно охарактеризовать тем, что на шихту оказывается большая температура. Для подачи высокой температуры проводится сжигание различного топлива.
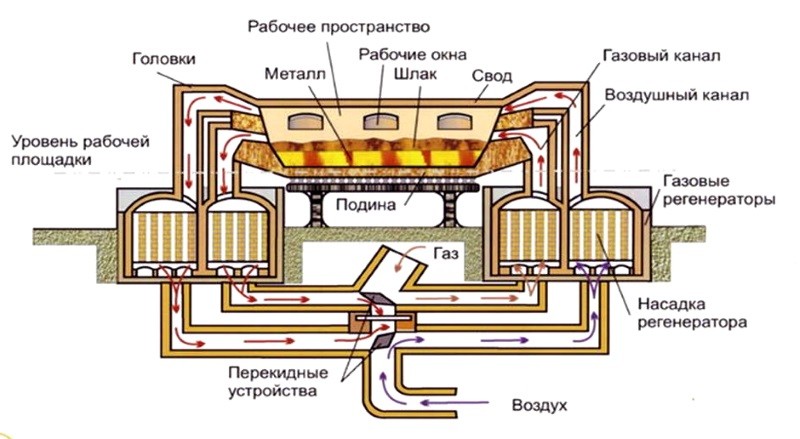
Схема мартеновской печи
Рассматривая мартеновский способ производства стали, отметим нижеприведенные моменты:
- Мартеновские печи оборудованы системой, которая обеспечивает подачу тепла и отвода продуктов горения.
- Топливо подается в камеру сгорания поочередно, то с правой, то с левой стороны. За счет этого обеспечивается образование факела, который и приводит к повышению температуры рабочей среды и ее выдерживание на протяжении длительного периода.
- На момент загрузки шихты в камеру сгорания попадает достаточно большое количество кислорода, который и необходим для окисления железа.
При получении стали мартеновским способом время выдержки шихты составляет 8-16 часов. На протяжении всего периода печь работает непрерывно. С каждым годом конструкция печи совершенствуется, что позволяет упростить процесс производства стали и получить металлы различного качества.
Изготовление ириса
Ирис – это молочные конфеты, для изготовления которых используются молоко, сахар, патока, жир, вкусовые и ароматические вещества. Под высокой температурой (до 130 градусов) сахар и белки молока смешиваются, за счет чего обретают темную окраску и характерный вкус. Консистенцией и структурой ирис может быть карамелеобразным, то есть твердым и крепко уваренным, или тираженным (такой ирис имеет мелкокристаллическую структуру).
Читать также: Направляющие рельсы для чпу
Схема технологического процесса приготовления ириса предполагает выполнение ряда операций: подготовки сырья, приготовления рецептурной смеси, варки ирисной массы, ее охлаждение, затем ирис формуется. Пласты ирисной массы проходят под прокатной машиной, после чего они режутся на изделия квадратной или прямоугольной формы.
Поточные производственные системы
Развитие предметной формы специализации цехов (участков) приводит к созданию поточного производства — наиболее прогрессивной и эффективной формы организации производственных процессов, основанной на ритмичной повторяемости согласованных во времени основных и вспомогательных операций в виде поточных линий.
Поточная линия — обособленное подразделение цеха, специализированное на изготовлении одного или нескольких видов изделий по одной технологии.
Поточное производство основано на использовании принципов прямоточности, специализации, непрерывности, параллельности, пропорциональности и ритмичности.
Организационные формы поточных линий весьма разнообразны, поэтому целесообразно делить их на группы по классификационным признакам.
По степени специализации различают одно- и многопредметные поточные линии.
По формированию загрузки выделяют линии постоянной и переменной загрузки.
По достигнутой степени непрерывности движения различают непрерывно-поточное производство, или синхронный поток и прерывно-поточное производство, или несинхронный поток.
По способу поддержания ритма, такта поточной линии различают линии с регламентированным и свободным тактом.
По виду транспортных средств различают линии со средствами непрерывного действия (конвейерами), с различными транспортными средствами дискретного действия.
В зависимости от уровня механизации поточные линии могут быть механизированными, немеханизированными и автоматизированными.
Преимущества поточного производства определяются следующими факторами:
- широким применением высокопроизводительного оборудования;
- высоким уровнем механизации и автоматизации основных
транспортных операций, а также наиболее полным использованием оборудования, материалов и других производственных
ресурсов.
Эффективность поточных методов выражается в повышении производительности труда, увеличении выпуска продукции, сокращении продолжительности производственного цикла, улучшении использования производственных площадей, сокращении числа цеховых кладовых, экономии материалов, снижении себестоимости продукции и т.д.
Похожие термины:
-
исторически определ. способ соединения различных компонентов в системе производит. сил, прежде всего человека и технич. средств труда. Т. с. п. следует отличать от обществ. способа производства — б
-
Технология материального производства — процесс, определяемый совокупностью средств и методов обработки, изготовления, изменения состояния, свойств, формы сырья или материала. Технология матери
-
(Advanced production technology) – технологический процесс, включающий машины, аппараты, оборудование и приборы, основанные на микроэлектронике или управляемые с помощью компьютера и используемые при проектир
-
организационный принцип распределения заданий (работ) на предварительную разработку типовых и перспективных технологических процессов, отражающих последовательность технологических операций
-
термин, обозначающий любой процесс производства того или иного продукта. Под производством, как и под обработкой, понимают здесь не только собственно производственные технологические процессы, к
-
система показателей, характеризующих степень использования земельных, материальных, трудовых ресурсов в процессе производства; отражает эффективность использования производственных ресурсов
-
Машины, станки, агрегаты, используемые в производстве.
-
комплекс нормативно-технических мероприятий, регламентирующих конструкторскую, технологическую подготовку производства и систему постановки продукции на производство.
-
подразделения строительно-монтажных трестов и домостроительных комбинатов, выполняющие централизованное техно логическое обеспечение строительных объектов основными видами материальных ресу
-
соотношение между активной частью основных фондов (рабочие, машины, оборудование и др.) и пассивной (здания, сооружения и др.).
-
разработанный советскими учеными математический прием дли упрощения задач народнохозяйственного оптимального планирования (точнее, для сокращения размерности этих задач). Проблема состоит в сл
-
совокупность технологических и технико-экономических связей между ее элементами (предприятиями), организованными в субсистемы иерархического характера (производства, подотрасли, отрасли, групп
-
элемент инфраструктуры научно-технической и инновационной деятельности, заключающийся в их практическом освоении новой конкурентоспособной наукоемкой продукции и высоких технологий на ИП, в то
Сущность, классификация, структура, значение машин и автоматизации производства
В настоящее время преобладает машинный, а не ручной способ производства. Машины — основная движущая сила в практической деятельности людей. Это — главное мерило и признак цивилизации, источник и воплощение прогресса сообщества людей. Машины изучаются различными специалистами.
Машина — техническое изделие, работа которого посредством преобразования вещества, энергии, силы, движения и информации частично или полностью заменяет, облегчает и приумножает физический и умственный труд человека. Это искусственное, материальное, сделанное людьми изделие. Уникальное его свойство — преобразовывать скрытую потенциальную или действующую, но бесполезную энергию в полезную энергию или работу (основное отличие от механизма или инструмента). С. Карно: «Машина — это работник из железа и стали».
В зависимости от функционального назначения машины классифицируются по роду, классу, группе, виду, типу и типоразмерам.
Род — совокупность машин, применяемых в той или иной отрасли производства, которые характеризуются общностью выполняемых функций, ТП и технических принципов их действия, а также общностью особенностей производственного процесса, в котором эти машины используются (сельскохозяйственные, автотранспортные, металлообрабатывающие машины и т.д.).
Класс — машины определенного рода, отличающиеся характером выполняемой работы и предназначенные для выполнения специальных работ в определенной области производства (сельскохозяйственные машины — почвообрабатывающие, зерноуборочные). Отдельный класс — испытательные машины (для определения механических характеристик или изделий).
Группа — часть машин данного класса, предназначенная для выполнения определенных специфических работ отрасли.
Вид или разновидности машин — характеризуются общностью непосредственного эксплуатационного назначения, особенностью конструкций и существенным сходством всех основных стадий производственного процесса их работы.
Тип — машины определенного вида или группы. Однотипные машины обычно взаимозаменяемы.
Типоразмеры — машины, отличающиеся параметрами некоторых технических характеристик.
Классификация машин по техническим признакам и принципам действия используется при организации производства и эффективного управления производством, при сбыте и приобретении машин.
В зависимости от характера работы, для которой они предназначены, машины классифицируются:
- на машины-орудия или станки — служат для изменения формы, размеров, физического состояния тел;
- двигатели — вырабатывают механическую энергию путем преобразования какого-либо вида природной энергии;
- транспортирующие машины — перемещают физические тела,
используя энергию, получаемую от двигателя; - генераторы — вырабатывают необходимый вид энергии путем
преобразования механической энергии соединенного с генератором двигателя.
Различают машины простые и сложные.
Простые выполняют работу непосредственно, используя природную энергию, не видоизменяя ее.
Современные машины обычно являются сложными.
Машина-автомат — техническое устройство, функционирующее и управляемое по заданному алгоритму с использованием энергии неживой природы без непосредственного участия людей.
Машина-полуавтомат — техническое устройство, функционирующее и управляемое по заданному алгоритму с использованием энергии неживой природы при участии людей в загрузке и выгрузке объектов обработки и периодическом включении машины. (Рабочий загружает, включает станок, машина работает, выгружает человек.)
Пример производственного плана для бизнес-плана по открытию магазина одежды
Магазин одежды расположен в Советском районе г. Екатеринбург с населением 250 тыс. чел. (наиболее многолюдный район города). В непосредственной близости к магазину расположен жилой комплекс на улице с высокой проходимостью. Также неподалеку от торговой точки находятся остановки автобусов (70 метров), офисные здания и банки (190 и 230 метров), ТЦ, рестораны, кафе и продуктовые магазины (от 80 метров).
Магазин расположен на арендованной площади в 185 кв. м. Помещение разделено на следующие зоны: входная зона (30 кв. м), торговый зал (100 кв. м), зона примерочных (30 кв. м), кассы (15 кв. м), санузел (12 кв.м). Стоимость аренды – 100 тысяч рублей в месяц. Срок действия договора аренды – 5 лет.
Затраты на открытие магазина одежды, включая затраты на разработку дизайн-проекта, ремонт и перепланировку (400 тысяч рублей), покупку оборудования (400 тысяч рублей), рекламные акции и мероприятие открытия (100 тысяч рублей) и прочие расходы составят 1,500 000 рублей.
В число постоянных текущих затрат входят расходы на закупку партий сезонной одежды. Также постоянные расходы включают арендную плату (100 тысяч рублей), расходы на рекламу (около 40 тысяч рублей), коммунальные платежи, вывоз мусора, оплата электроэнергии (около 15 тысяч рублей). На спрос будет влиять рост узнаваемости магазина среди населения. В течение года планируется рост посещаемости магазина до 80-85%.
Продажа и получение прибыли
Готовую продукцию реализуют — либо продают в магазине, либо поставляют заказчику, в результате чего предприятие получает выручку от реализации.
Стоимость продажи одного стула — 24 000,00 руб. Совокупные издержки на изготовление этого изделия составили 19 364,60 руб. Прибыль от продажи стула — 4635,40 руб.
Чтобы оценить интенсивность и эффективность производства, рассчитывают показатели рентабельности.
Рентабельность продукции (ROM) — это отношение прибыли к полной себестоимости. Показывает, сколько получено прибыли на 1 руб. текущих затрат:
ROM = (Прибыль / Себестоимость) × 100 %.
Рентабельность продаж (NPM) — отношение прибыли к выручке. Этот показатель характеризует степень прибыльности работы предприятия и правильность установления цены продажи, отражая долю прибыли в выручке от продажи. Рентабельность продаж показывает, сколько прибыли имеет предприятие с 1 руб. продажи:
NPM = (Прибыль / Выручка) × 100 %.
Рассчитаем эти показатели для ООО «Альфа»:
ROM = (4635,40 / 19 364,60) × 100% = 23,94 %;
NPM = (4635,40 / 24 000,00) × 100 % = 19,31 %.
Как такового нормативного значения для показателей рентабельности не существует. Принято считать, что чем более высокие показатели рентабельности у предприятия, тем более эффективно оно осуществляет свою финансово-хозяйственную деятельность и тем правильнее оно выбирает стратегию ценообразования. Некоторые источники отмечают, что значение показателей рентабельности не должны падать ниже значения 5 %.
Ключевые требования к эффективной производственной структуре
Конкурентоспособность предприятия, устойчивость его финансового положения, напрямую зависит от производственной структуры
В этой связи важно, чтобы она:
- была простой, но при этом включала нужное количество востребованных подразделений;
- не дублировала никакие произв. звенья;
- отвечала особенностям произв. процесса, предусматривала целесообразное месторасположение подразделений на территории предприятия;
- обуславливала константность специализации, кооперации подразделений;
- при необходимости могла оперативно перестраиваться, подстраиваясь под меняющуюся конъюнктуру рынка.
Это минимум элементарных требований, без соблюдения которых невозможно сформировать эффективную произв. структуру.
Вспомогательные бизнес-процессы
Вспомогательные бизнес-процессы необходимы для обеспечения нормальной и стабильной работы основных бизнес-процессов. Эти процессы не только помогают бизнесу зарабатывать деньги, но и способствуют наведению в нем порядка. Но вспомагательные процессы — это всегда издержки и их необходимо оптимизировать для повышения рентабельности бизнеса. Таких процессов в компании может быть очень много и их нужно научиться видеть.
Читать: АВС-анализ
К таким процессам можно отнести:
- Процессы маркетинга
- Процессы продаж
- Процессы работы с сотрудниками
- Процессы учета (бухгалтерского, налогового, управленческого)
- Процессы закупки
- Производственные процессы
- Складские процессы
- Логистические процессы
- Процессы IT-сопровождения
- Административно-хозяйственные процессы
- …
Все эти процессы клиент не готов оплачивать, потому что они ему не нужны, а нужны лишь самому предприятию. Однако без них оно существовать не способно.
Например, бухгалтерия есть в каждой компании, однако она не создаёт никакой ценности для клиента. Тем не менее, услуги бухгалтеров потребуются для того, чтобы предприятие могло нормально работать и производить свои основные ценности.
Критерием выделения вспомагательного процесса может являться использование результатов этого процесса многими подразделениями и процессами. Вспомагательные процессы не являются в организации менее важными и второстепенными. И при этом надо помнить что разделение на основные и вспомогательные тоже может быть достаточно условным.
Резка стекла
На первом этапе производится резка стекла по типоразмерам.
Современные столы для резки — это высокомеханизированные устройства, в которых перемещение резца управляется компьютером по программе, задаваемой оператором с клавиатуры. Некоторые столы снабжены специальной программой по оптимизации раскроя, позволяющей снизить отходы до 5 % и ниже.
Перемещение стекла по поверхности стола производится на воздушной подушке, создаваемой с помощью большого числа отверстий на поверхности стола.
Ломка стекла после надреза осуществляется специальными штангами, поднимающимися из поверхности стола.
При прохождении режущего инструмента по поверхности стекла, на стекле образуется небольшая бороздка с микротрещинами. При надломе вдоль этой бороздки стекло раскалывается. Для того чтобы получить ровный срез, надлом необходимо производить достаточно быстро после создания бороздки. Это связано с так называемым эффектом «самозалечивания стекла» после создания микротрещин. Получившиеся микротрещины как бы начинают самопроизвольно склеиваться, и разлом стекла в этом случае значительно затруднён. Для того, чтобы избежать подобных явлений, применяется специальная жидкость для резки, которая обладает малой вязкостью и хорошими смачивающими свойствами. Она проникает в микротрещины и препятствует самозалечиванию стекла.

Соглашение
Мировое соглашение считается важным механизмов. Потому что направлено на то, чтобы во избежание длительного судебного процесса, заключить соглашение на стадии исполнительного производства. Такое соглашение положительно влияет на исход дела, так как суду не нужно вводить ограничения и принудительно взыскивать денежные средства. Стороны по обоюдному согласию договариваются о выплатах. Например, распространена практика мировых соглашений при рассмотрении споров, касающихся банка и должника. Для коммерческой организации лучше, если задолженность будет погашена без ожидания окончания процесса. Потому что им не нужно в таком случае дополнительно оплачивать денежные средства специалисту. Который будет находиться на каждом судебном заседании. А при рассмотрении одного дела может быть около пяти заседаний.

Выводы
Описав бизнес-процесс основного производства, вы сможете проанализировать все этапы функционирования предприятия.
Для анализа результатов основного производства предприятия необходимо изучить структуру себестоимости продукции (или партии), сравнить себестоимости с выручкой и прибылью, рассчитать показатели рентабельности.
Чтобы увеличить прибыль, необходимо детально рассмотреть каждый этап бизнес-процесса и принять оптимальное решение, например: сократить закупочную стоимость сырья и материалов, оптимизировать технологический процесс, сократить себестоимость продукции, нарастить объемы производства или увеличить стоимость единицы продукции.